The role of the Laser Cutting Nozzle
1. Controlling gas flow: the nozzle can accurately control the gas flow and pressure required for laser cutting through the designed gas flow channel to ensure the stability of the cutting process.
2. Adjusting the gas flow: the nozzle can adjust the gas flow as needed to ensure that the supply of gas during the cutting process is optimized to improve cutting efficiency.
3. Maintaining the focus position: The design of the nozzle can help maintain the focus position of the laser beam to ensure the accuracy and consistency of the cutting point.
4. Heat dissipation and protection: The nozzle also plays a role in heat dissipation and protection during the laser cutting process, which effectively extends the service life of the lens and fiber.

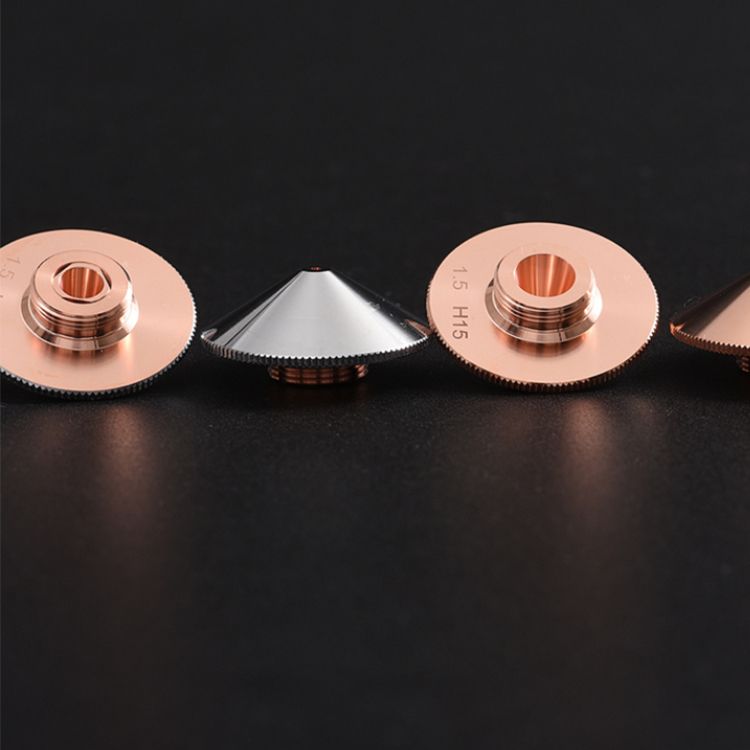
Types of Laser Cutting Nozzle
Depending on the gas used, they are generally categorized into single-layer nozzles and double-layer nozzles.
1. Single layer nozzle
● Used for melt cutting, using nitrogen as auxiliary gas, used for cutting stainless steel, aluminum alloy, etc.
● Generally used for melting cutting, using nitrogen or compressed air as auxiliary gas
● For fine cutting with high precision and surface requirements
● For cutting materials such as stainless steel and aluminum alloys with nitrogen or compressed air
2. Double nozzle
● Generally used for oxidizing cutting, using oxygen as auxiliary gas.
● The gas flow is converged and compressed twice, cutting carbon steel with remarkable effect.
● Used for cutting carbon steel and stainless steel with oxygen.
After passing through the inner core, the gas of the double-layer nozzle will undergo a second expansion to increase the gas velocity, and then pass through the end hole to reach the working surface. The advantage of this is that it can reduce the generation of shock waves and increase the gas velocity, thus improving the efficiency of the gas involved in cutting, taking away slag and heat.
Laser Cutting Nozzle size selection
The nozzle hole diameters include φ1.0mm, φ1.5mm, φ2.0mm, φ2.5mm, φ3.0mm, etc. At present, the nozzle aperture usually adopts two types: φ1.5mm and φ2mm. The difference is:
1. Thin sheets below 3mm: If you use φ1.5mm, the cutting surface will be very thin; if you use φ2mm, the cutting surface will be thicker and the corners will be easily stained.
2. Thick plates above 3mm: Due to the high cutting power and long relative cooling time, the relative cutting time also increases. When φ1.5mm, the gas diffusion area is small and unstable during use, but it is basically usable. When φ2mm, the gas diffusion area is large and the gas flow rate is slow, so the cutting is more stable.
3. The hole diameter is φ2.5mm, which can only be used for cutting thick plates above 10mm. In summary, the size of the nozzle aperture has a serious impact on the cutting quality. Currently, laser cutting mostly uses nozzles with φ1.5mm and φ2mm apertures.
Therefore, the larger the aperture of the nozzle, the worse the relative protection of the focusing lens, because the sparks of the molten material will splash when cutting, and the probability of bouncing upward is higher, making the life of the laser cutting machine lens shorter.
The concentricity between the nozzle center and the laser is one of the important factors that determine the cutting quality, especially the thicker the workpiece being cut, the greater its impact. Therefore, the concentricity of the nozzle center with the laser must be adjusted to obtain a better cutting surface finish.
Note: When the nozzle is deformed or there are stains on the nozzle, its impact on the cutting quality is the same as above. Therefore, the nozzle should be placed carefully to avoid collision and avoid deformation. Melted stains on the nozzle should be cleaned in time. The quality of the nozzle requires high precision in manufacturing, and installation also requires correct methods. If the cutting conditions change due to poor nozzle quality, the nozzle should be replaced in time.